

鋳物のガス欠陥(ブローホール・ピンホール・吹かれ)の原因とその対策

アルミ鋳物のガス欠陥(ブローホール・ピンホール・吹かれ)でお困りではございませんでしょうか。当社では、様々な工夫とノウハウの蓄積で、ガス欠陥の予防を実現しています。ガス欠陥のことでお困りごとがございましたら、お気軽にご相談ください。
ガス欠陥をはじめとした、鋳造欠陥を1冊にまとめた資料を無料でダウンロードいただけます!
ガス欠陥(ブローホール・ピンホール・吹かれ)とは
ガス欠陥とは、鋳造時に発生したガス(溶湯中の水素ガスや、鋳造時に巻き込まれた型内の空気鋳造時に発生したガス)が、鋳物に丸みを帯びた空洞を生じさせてしまう欠陥のことです。
この、鋳物内に発生する空洞のことをブローホールと呼びます。ブローホールは吹かれ、ガスホールと呼ばれることもあります。また、一般的に、直径2-3mm以上の球状の空洞を「ブローホール」、それ以下のものを「ピンホール」といいます。
*以下では、ブローホールに統一します。
ガス欠陥(ブローホール)が発生する原因
アルミ鋳物の場合、ガス欠陥(ブローホール)が発生する要因は以下の3つに分かれます。
鋳型や中子の成分と溶融金属が反応する
鋳型や中子粘結剤と溶融金属が反応してガスが発生することで、ブローホールが生じます。
鋳型の水分が多い
鋳型中の水分が多すぎると、水分がガス化して溶融金属中に移動してしまい、ブローホールが生じます。
鋳型からのガス排出状態が機能しない
鋳型の通気性が悪くて空気やガスを十分に排気できないことで、ブローホールが生じます。
以下で上記の場合ごとに、対策方法をご紹介します。
ガス欠陥(ブローホール)の対策
鋳型や中子の成分と溶融金属が反応する
ガス発生の少ない砂粘結剤を用いることで対策します。
鋳型の水分が多い
砂中の水分を最適な量まで下げることで対策します。
鋳型からのガス排出状態が機能しない
砂の粒径、粘結剤を適正化して通気度を高くすることで対策します。
当社がガス欠陥(ブローホール)を防止することができる理由
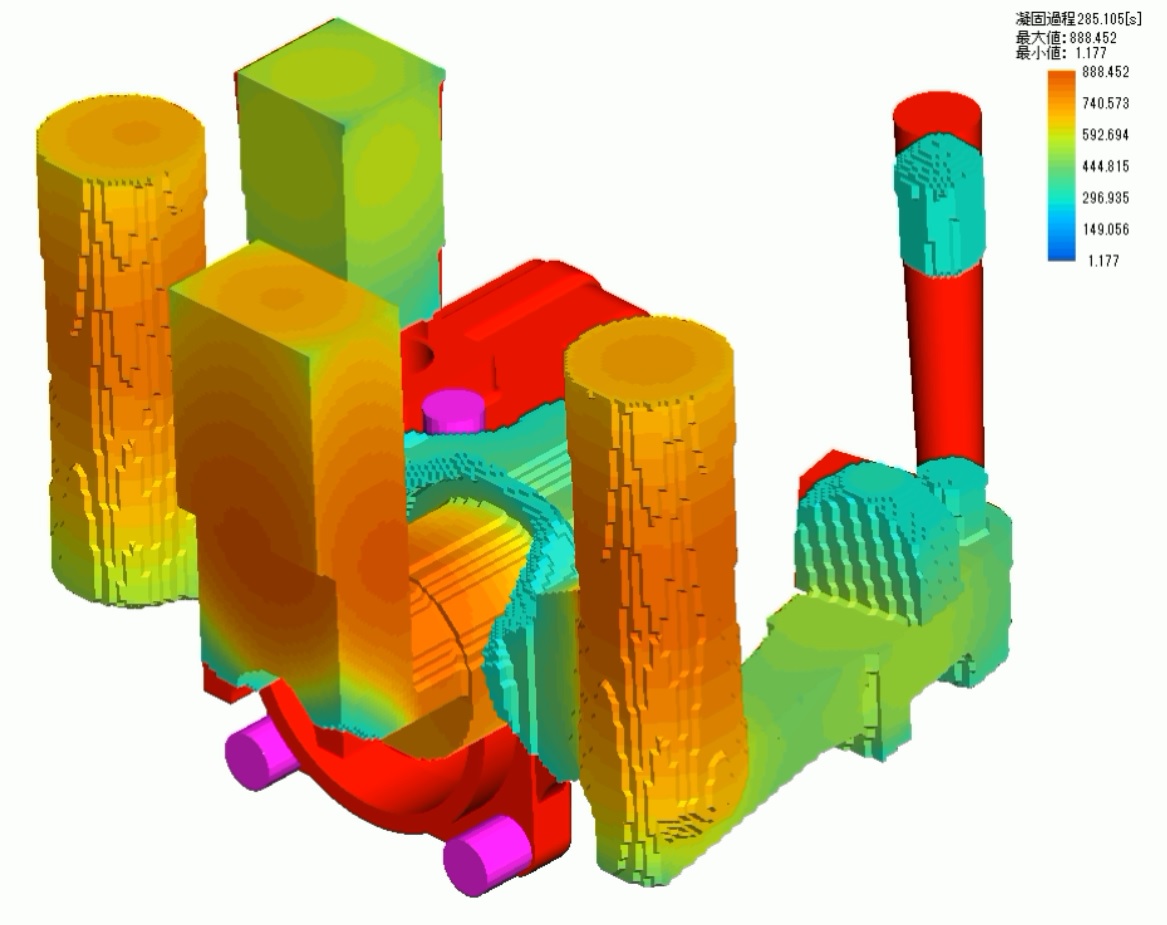
先述した、「ガス欠陥(ブローホール)の対策」に加え、当社では、シミュレーションによる流動解析、溶湯の温度管理、最新の熱分析による溶湯品質の管理など、様々な工夫とノウハウの蓄積で、ガス欠陥(ブローホール)の予防を実現しています。
ガス欠陥を解決した事例
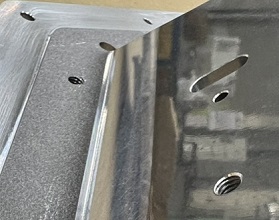
産業用機械向けフレーム ピンホール解決事例
こちらは、鋳物の表面の加工面積が約9割であるため巣不良でお困りになっていたお客様からご依頼をいただいた事例です。ピンホール不良であったため、溶解品質と鋳砂のガスの対策が有効と判断。試作を行い、無事、安定した品質で量産化しました。
アルミ鋳物のガス欠陥(ブローホール)の解決なら、アルミ鋳造・機械加工ソリューションにお任せください!
今回は、ガス欠陥の原因と対策についてお伝えいたしました。
当社では、様々な工夫とノウハウの蓄積で、ガス欠陥の予防を実現しています。また、割れやひけ巣など、様々な鋳造欠陥の解決サービスを実施しています。ブローホールをはじめ、鋳造欠陥のことでお困りごとがございましたら、お気軽にご相談ください。
最後までお読みいただきありがとうございました!